
Ваша корзина
Ваша корзина пуста!

Ваша корзина пуста!
Наш специалист перезвонит вам в удобное время

- Дата публикации: 07.04.2024
- Ссылка на публикацию: скопировать
ПРЕДУПРЕЖДЕНИЕ!
В станках для лазерной резки используется конструкция летающей оптики. Это означает, что лазерная трубка остается неподвижной в задней части станка, а лазерный луч направляется на режущую головку с помощью ряда зеркал. Со временем эти зеркала могут слегка сдвинуться, что приведет к потере мощности или качества резки.
Это руководство проведет вас через процесс выравнивания зеркал, чтобы обеспечить максимальную производительность резки. В первый раз, когда вы приступаете к этой процедуре, это может оказаться очень сложной и сложной задачей, поэтому рекомендуется прочитать эту процедуру и попробовать выполнить некоторые шаги, прежде чем она потребуется.
Процесс можно рассматривать в четырех отдельных частях. Проверка выравнивания: Работа лазера должна быть выровнена или нет. Выравнивание зеркал: убедитесь, что зеркала расположены под правильным углом. Выравнивание трубки: убедитесь, что луч правильно направляется в зеркала. Вертикальное выравнивание: убедитесь, что разрезы перпендикулярны материалу.
В этом руководстве будет использоваться следующая терминология для описания различных частей лазерного резака.

Если вы заметили, что ваш лазерный резак потерял мощность или неправильно режет в одном конкретном углу рабочего стола, возможно, машина сдвинулась с места, можно использовать этот простой тест, чтобы проверить, нуждается ли ваш станок в повторной центровке. Для проведения этого теста лазерный резак, охладитель, насосы и вентиляторы должны быть включены.
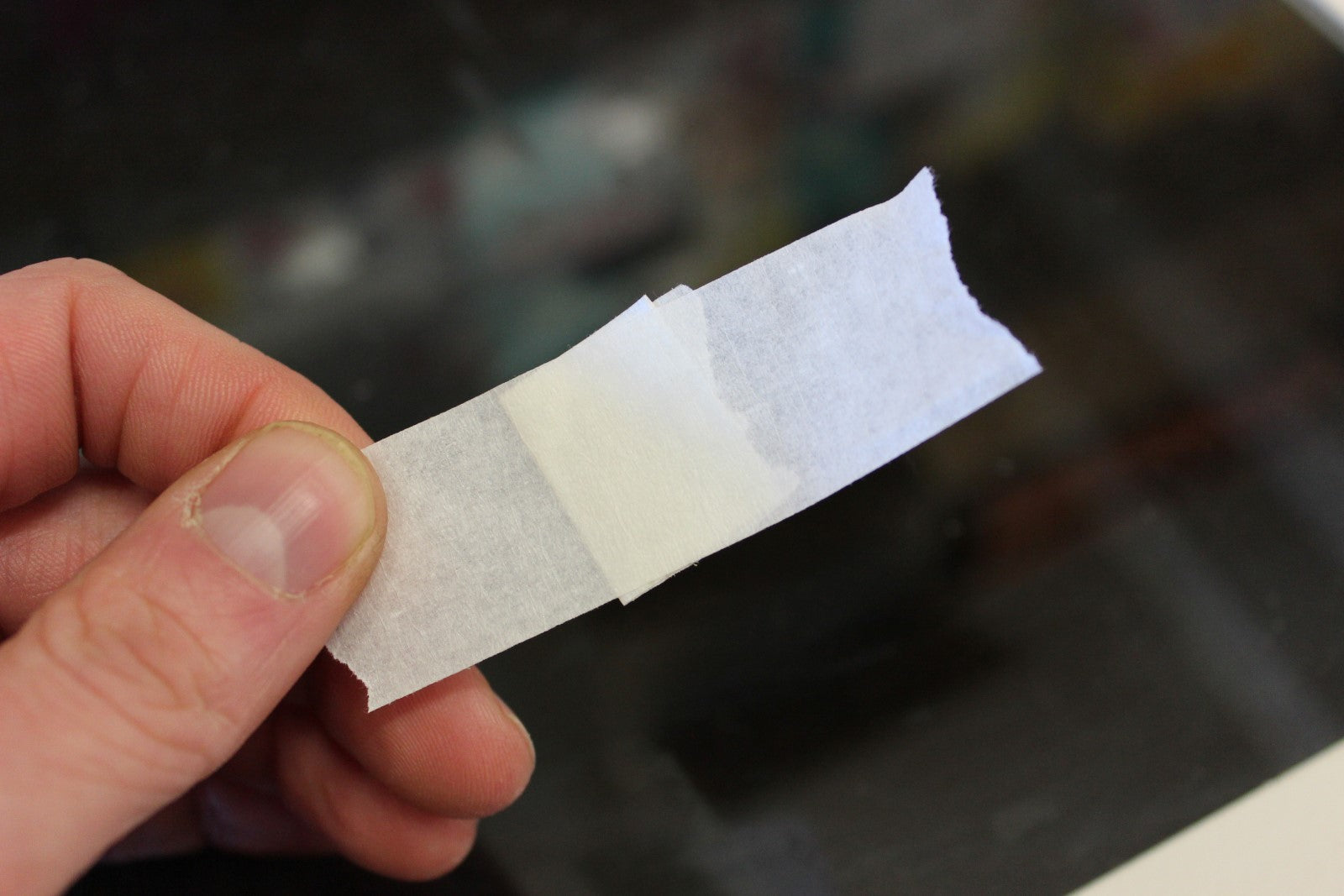
Оторвите небольшую полоску малярного скотча и согните ее 2–3 раза, чтобы не виднелась липкая сторона. Оторвите еще одну полоску скотча и вставьте в ее середину сложенный комок. Это дает вам цель, по которой можно стрелять лазерным лучом. Сложенный комок достаточно толстый, чтобы не загореться мгновенно, а середина не липкая, поэтому его можно размещать над зеркалами, не оставляя следов.
Поместите мишенную ленту на отверстие перед зеркалом 3.

Закройте крышку лазерного резака, переместите лазерную головку в верхний правый угол (или нажмите кнопку «Datum»).
Чтобы проверить огонь лазера, вы можете нажать кнопку «Laser» на панели управления. Лазер будет стрелять до тех пор, пока кнопка удерживается нажатой, поэтому нажимайте ее лишь ненадолго, пока не увидите отметку на целевой ленте. Если держать слишком долго, можно поджечь ленту. Если вы чувствуете, что целевая лента слишком сильно обгорела из-за тестовых точек, вы можете просто наклеить сверху еще один слой ленты. Продолжайте наращивать слои ленты по мере необходимости; с помощью тонкой ленты вы все равно сможете видеть точки предыдущих слоев.

Направьте лазерную головку в передний правый угол рабочего стола и создайте еще одну тестовую точку на целевой ленте. Повторите это для переднего левого и заднего левого углов рабочей области, а затем верните голову в верхний правый угол, чтобы вы могли видеть оставленные отметки.

На изображении слева показаны отметки, нанесенные совмещенным лазером, четыре точки почти неотличимы друг от друга. На изображении справа показаны метки, нанесенные лазером и требующие выравнивания.

Очень важно, чтобы эти четыре точки находились в одном и том же месте на целевой ленте. Если точка находится в том же положении, но не в центре ленты, это означает, что зеркала выровнены, а лазерная трубка — нет, и вы можете перейти к разделу о выравнивании трубки в этом документе.
Все три зеркала в лазерном резаке очень похожи и настраиваются одинаково.
Зеркало удерживается посередине крепления небольшим стопорным кольцом (в наборе инструментов есть инструмент, если нужно снять зеркало).
В разных углах крепления зеркала есть 3 регулировочных болта (латунь), они имеют стопорные узлы, которые должны плотно прилегать к раме, они предотвращают самопроизвольное вращение болтов при движении лазерного резака.
Есть 2 длинных болта (стальные) с пружинами, которые плотно удерживают зеркало напротив регулировочных ручек.

Регулируя угол зеркала, вы влияете на то, куда лазерный луч попадет на следующее зеркало в цепочке. Кусочек целевой ленты, прикрепленный перед следующим зеркалом, после регулировки покажет тестовую точку в новом положении. Регулировку зеркала следует производить, когда цель находится как можно дальше: небольшие изменения в зеркале увеличиваются с расстоянием, и выравнивание будет более точным.
Если вы повернете верхнюю ручку на пол-оборота вправо по часовой стрелке, вы увидите, что новое положение контрольной точки находится на несколько мм ниже, чем было раньше. Поверните ручку на пол-оборота обратно влево (против часовой стрелки), и контрольная точка вернется в исходное положение. Левый регулировочный болт делает то же самое, но перемещает лазер влево и вправо. Не забудьте ослабить стопорную гайку перед регулировкой и снова затянуть ее после завершения.

Есть еще один способ сделать ту же настройку. Если вы повернете обе нижние ручки на пол-оборота влево, вы заметите, что контрольная точка переместилась на несколько мм ниже. Вы должны убедиться, что вы поворачиваете оберучкинаодинаковую величину, иначе вы одновременно переместите лазерный луч влево или вправо.

Знание того, насколько сильно нужно поворачивать каждую ручку, является ключом к юстировке лазера. Чем чаще вы это делаете, тем легче это станет. Если точка не перемещается достаточно далеко или движется в неправильном направлении, вы можете просто попробовать еще раз. Не забывайте добавлять ленту, если цель выглядит обгоревшей.
Подойдите к лазеру и попробуйте…
Поместите портал посередине между передней и задней частью машины,
переместите режущую головку в крайнее правое положение.
Поместите кусок малярной ленты на отверстие перед зеркалом 3.
Выстрелите одну контрольную точку на ленту и отметьте ручкой, чтобы знать, где начался лазерный луч.
Поверните верхнюю ручку регулировки зеркала 2 на пол-оборота вправо и посмотрите, где появится новая точка.
Медленно поверните ручку назад, пока точка снова не окажется в том же положении.
От зеркала 2 до зеркала 3 можно попрактиковаться в этой регулировке, поскольку оба они легко доступны с передней части машины.

В лазерном резаке 3 зеркала, юстировку следует производить на каждом зеркале по порядку. Любые внесенные изменения повлияют на все зеркала, находящиеся дальше по пути лазера, поэтому изменения, внесенные в зеркало 1, повлияют на зеркала 2 и 3.
Проверить зеркало 1 очень просто: сложите немного малярного скотча и приклейте ее перед зеркалом 1. Когда вы нажмете кнопку «Laser», вы должны получить точку на ленте примерно посередине зеркала 1. Точка должна быть красивая овальная форма, которая образуется, когда круглый луч падает на зеркало под углом.
Этот тест часто можно провести, не обходя заднюю часть лазера: вы можете просто протянуть руку назад и приклеить скотч к зеркалу.

Если точка не попадает в середину ленты, возможно, вам придется отрегулировать высоту лазерной трубки, о чем говорится далее в этом документе. Если точка находится в пределах 10 мм от середины, вы все равно сможете успешно выровнять зеркала без регулировки трубки.
Зеркало 2 закреплено на левой стороне станка и перемещается только вперед и назад. Сложите малярный скотч и прикрепите ее к зеркалу. 2. Подведите лазерную головку до задней части станка и нажмите кнопку «Laser», чтобы получить точку на ленте. Обратите внимание, где эта точка находится.

Подведите лазерную головку к передней части машины и поставьте вторую точку на целевую ленту. Две точки должны находиться в одном и том же положении, когда машина выровнена. Зеркало можно регулировать спереди, но если вы не уверены, проще стоять сзади станка и смотреть вперед.

Отрегулируйте зеркало 1, пока точка не окажется в одном и том же месте спереди и сзади. Не имеет значения, находится ли эта точка точно посередине зеркала 2. Не забудьте добавить несколько слоев скотча, если мишень начнет гореть.
Зеркало 2–3 почти точно такое же, как Зеркало 1–2, только доступ к нему немного проще. Сложите малярный скотч и прикрепите его к отверстию перед зеркалом. 3. Поместив портал посередине, переместите лазерную головку до упора влево и нажмите «Laser». кнопку, чтобы поставить точку на скотче, обратите внимание, где находится эта точка.

Направьте лазерную головку до упора в правую сторону станка и снова выстрелите. Отрегулируйте зеркало 2 так, чтобы точка находилась в одном и том же положении как с левой, так и с правой стороны станка. Опять же, более важно, чтобы эта точка находилась в том же положении, а не в середине отверстия.

Надеемся, что к этому моменту вы сможете переместить лазерный резак во все 4 угла рабочего стола и тестовая точка появится в том же месте. Если точка находится в том же положении, это означает, что зеркала выровнены, и вы можете перейти к вертикальному выравниванию. Если точка не посередине, вам нужно будет выровнять лазерную трубку.
Если зеркала выровнены, но точка не находится в центре зеркала 3, вы можете выполнить окончательную настройку, фактически изменив способ, которым лазерная трубка направляет луч на зеркало 1. Лазерная трубка поддерживается двумя монтажными кронштейнами, этими кронштейнами. полностью регулируются и могут использоваться для регулировки лазерной трубки.

В большинстве случаев сбоку каждого кронштейна имеется по 2 винта. Когда они ослаблены, кронштейн может скользить вверх и вниз, а также влево и вправо. Если поднять кронштейн в задней части трубки, лазерный луч упадет вниз. Перемещение заднего кронштейна влево приведет к перемещению контрольной точки вправо.

Чтобы совместить лазер с центром зеркала 3, поместите кусок малярной ленты перед зеркалом 3 и направьте лазерную головку в передний правый угол. Это положение находится дальше всего от лазерной трубки, поэтому любые движения на расстоянии будут усиливаться. Регулируйте угол трубки до тех пор, пока контрольная точка не окажется прямо в середине отверстия. Если точка на целевой ленте должна быть ниже, поднимите заднюю часть трубки в зеркало 1.
Последний этап — убедиться, что луч перпендикулярен материалу, это даст красивый вертикальный разрез. Этот процесс очень похож на другие выравнивания, за исключением того, что на этот раз вместо использования малярного скотча вам нужно стрелять в какие-нибудь остатки фанеры или акрила.
Используйте регулировку высоты режущей головки или моторизированного рабочего стола, чтобы установить лазерный резак на правильную высоту над материалом. Сделайте выстрел, чтобы создать точку на материале. Так же в это время вы можете проверить выравнивание красной точки. Красная точка должна указывать на эту единственную контрольную точку; вручную отрегулируйте красную точку, пока она не укажет на точку резки.

Опустите ось Z на 100 мм и выстрелите еще одной тестовой точкой. Эта точка будет намного шире из-за расширения луча при прохождении через фокусирующую линзу. Если вторая точка центрирована вокруг первой точки, то лазерный луч вертикален. Если нет то вы можете отрегулировать винты на зеркале 3, чтобы переместить лазерный луч в правильное положение. Две точки должны находиться в одном и том же месте, когда ось Z двигается вверх или вниз.

Вертикальное выравнивание может быть немного сложным. Иногда можно отрегулировать луч так, чтобы он попадал в конус подачи воздуха и не достигает материала. Если вы полностью потеряете лазерный луч, вы можете снять конус, чтобы увидеть, куда на самом деле направляется луч. Также стоит помнить, что любую регулировку можно отменить, просто повернув ручку регулировки обратно в противоположном направлении.
Если вы правильно выполнили юстировку и соблюдали все шаги, вы получите лазерный СО2 станок с качественной качественной и быстрой резкой. Правильная настройка станка может увеличить скорости резки в 2-3 раза.
Зачастую станки очень хорошо сохраняют свою юстировку, но вам следует проверять выравнивание каждые 40 часов использования.

Давай помогу тебе потратить деньги :)